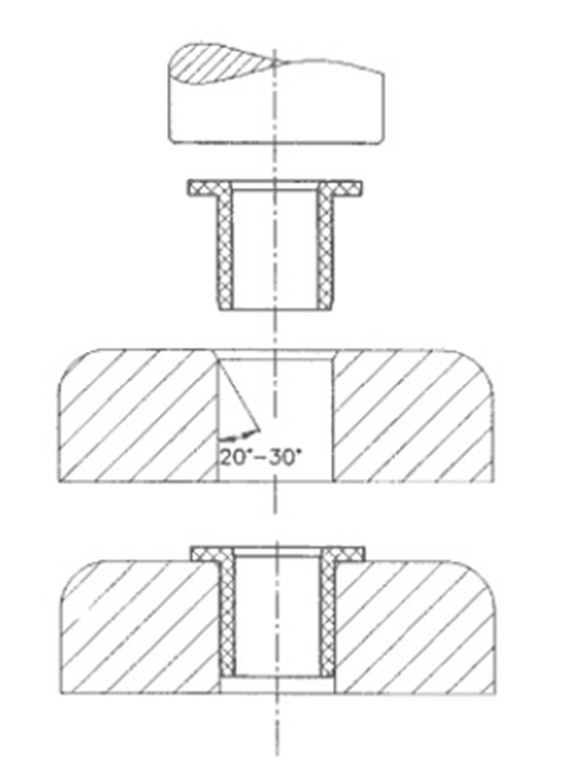
穴あけが適切でないので、ベアリングの外側が削られる
使用した圧入冶具センタリングピンにより、ベアリングの内径が広がった
穴がh7公差に対応していない
ハウジングの材質が柔らかく、圧入時に広がった
軸が推奨公差域hに収まっていない
測定が測定線内で行われていない

1. プラスチック製すべり軸受は潤滑剤を必要としません。それがまず環境への貢献です。たとえば米国1カ国だけでも、工業用潤滑剤が年およそ40億リットル消費され、その約40%は何らかの形で環境に拡散されているのです。当社は材質開発を継続的に行ってトライボロジーを最適化し、それによって金属製軸受に代る環境にやさしいプラスチック製すべり軸受を、産業の各分野に提供してきています。 潤滑・給油が欠かせない金属・銅製軸受と異なり、イグリデュールプラスチック製軸受は固体潤滑材を材質内に埋込んでいます。したがって、こうした物質が外部に押出・流出することがありません。軸受はグリスも油脂も必要としないので、環境汚染の原因を作りません。
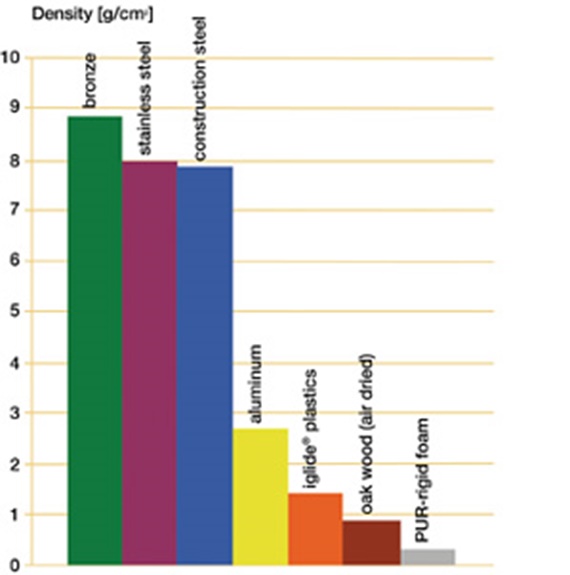
2. プラスチック製すべり軸受は非常に軽量です。 つまり、プラスチックの使用量そのものを削減します。また航空機、車輌、屋外使用機器等の二酸化炭素排出量の削減にも貢献します。重量の削減は慣性を減らし、エネルギー消費を削減するからです。
3. プラスチック製すべり軸受はとくに薬品耐性に優れ、これも環境への特性です。 金属製品は往々にして、環境に好ましくない電気めっき槽を使い、またエネルギーも集中的に必要とします。
4.プラスチック製すべり軸受の製造には、金属製軸受より必要エネルギーが少ないのも特長です。 たとえばアルミニウム1ℓを製造するには原油15ℓが、ステンレス鋼1ℓには原油12ℓが必要です。 これに比べ、プラスチック1ℓを製造するには原油は1ℓしか必要となりません。さらに、植物油をベースとしたプラスチックの開発が進むことにより、この値は今後さらに減少していくでしょう。


1.手間のかかる固形潤滑の使用が不要: 自己潤滑性軸受には、固体潤滑材が材質に組込まれています。 摩擦係数を引下げ、また汚れ、埃、その他の不純物質に強いのが特長です。
2. メンテナンスフリー: プラスチック製軸受はほぼすべての使用領域で、銅または金属製の層あるいは射出成形軸受に取って代わることができます。 汚れ、埃、薬品に対する耐性が高いため、プラスチック製軸受を組付けた後、「すべてのケアを忘れてもよい」と言われるほどです。
3. コスト削減: プラスチック製すべり軸受は、コストを最大25%まで削減します。 非常に高い摩耗耐性とすぐれた摩擦係数が特長で、別の高価な軸受に多くの使用領域で取って代ることが可能です。
4. 摩擦係数および摩耗が低いまま一定に保たれる: プラスチック製軸受はその構造上、寿命期間を通じて常に低い摩擦係数と摩耗を維持します。 金属使用の複合軸受ではスライド面が汚れで損傷しやすいのに比べ、プラスチック製軸受は総じて長寿命です。
5. 完全な耐食性と高い薬品耐性: プラスチック製軸受は錆びることがなく、またさまざまな周辺媒体に対して耐性を持ちます。

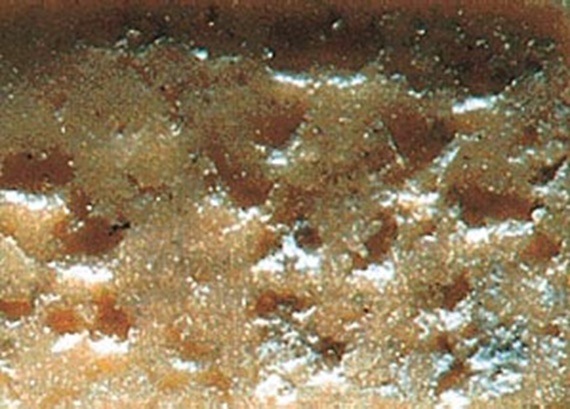
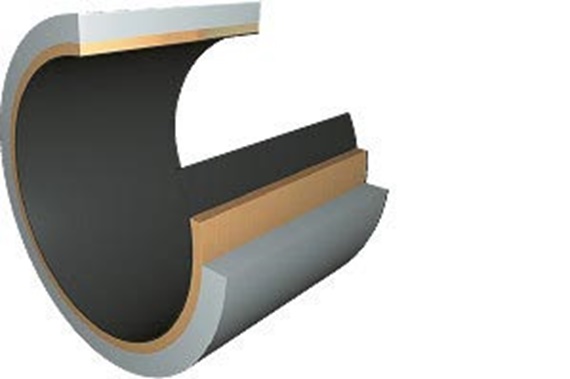
1. 基礎ポリマーは軸受を決める基本的特性、すなわちトリボロジー、機械、温度、化学特性を備えています。
2. 繊維および充填材は軸受負荷容量を引上げます。
3. 固体潤滑材は、摩耗および摩擦特性を最適化します。
軸の選択:それぞれのすべり軸受に合った軸材質を推奨。軸と軸受の組み合わせによって、摩耗への影響は異なります。
荷重:ラジアル荷重(面圧)が上昇すると、すべり軸受の摩耗も増加します。低荷重用、高荷重用にそれぞれ設計されたすべり軸受があります。
速度と稼動の種類:速度が上昇すると摩耗も増加します。さらに動きの種類(揺動、回転、直動)も摩耗率に大きく影響します。
温度:温度はある高さまでは、軸受の摩耗にほとんど影響を与えません。しかしそれを超えると、摩耗が急速に増加する可能性があります。プラスチック製軸受は選択した材質に応じて、かなり広い温度範囲で適合性を示します。しかし最高使用温度を超えると、摩耗は大幅に増加する可能性があります。ほとんどのイグリデュール材質で、摩耗率は温度上昇に伴って増加します。しかし例外もあり、温度が高まると逆に最小の摩耗量となる材質もあります。
汚れた環境:汚れ・粉塵は軸と軸受の間に蓄積します。これが摩耗の原因となります。自己潤滑性のあるプラスチック製すべり軸受が、ここで強みを発揮します。潤滑油もグリスも使用していないため、汚れ・粉塵が軸に付いて軸受を損傷させることがないからです。
薬品との接触:プラスチック製すべり軸受は、優れた耐食性と、多様な薬品に対する耐性があります。しかしある特定の薬品はすべり軸受の特性に構造上の変化を与えるため、硬度の低下と摩耗の増加をもたらすことがあります。
軸受の摩耗とは、材質が摺動面(通常は軸受内径)で削られていくことです。
軸受と軸間のすきまは、軸受と軸の公差から計算できます。


月~金 8:30~20:00
24時間
